线束端子冲压系统解决方案

行业背景
线束是汽车电路中连接各电气设备的关键部件,运载设备之间来往的通讯信号和功率输送,而端子压接又是线束制造过程中至关重要的一个环节。
传统的端子压接主要靠异步电机带动偏心轮机构往复运动从而实现端子冲压成型,其弊端是端子成型厚度完全依靠机械部件调整,无法做到精确控制,且压装过程中没有压力数据反馈,无法判断端子成型质量,上述缺陷将导致质量控制成本急剧上升。
信捷线束端子冲压设备采用伺服控制方案,可以准确控制冲压位置,监控端子成型压力,提高端子合格率的同时还能自动筛选出不合格品,提高生产效率的同时极大减轻管理成本。
控制方案
线束端子冲压伺服专机将工艺集成于伺服驱动器内部,采用行业领先的工艺流程,无需PLC编程控制,直接调用内置程序,完成相应参数的设置即可立即使用。
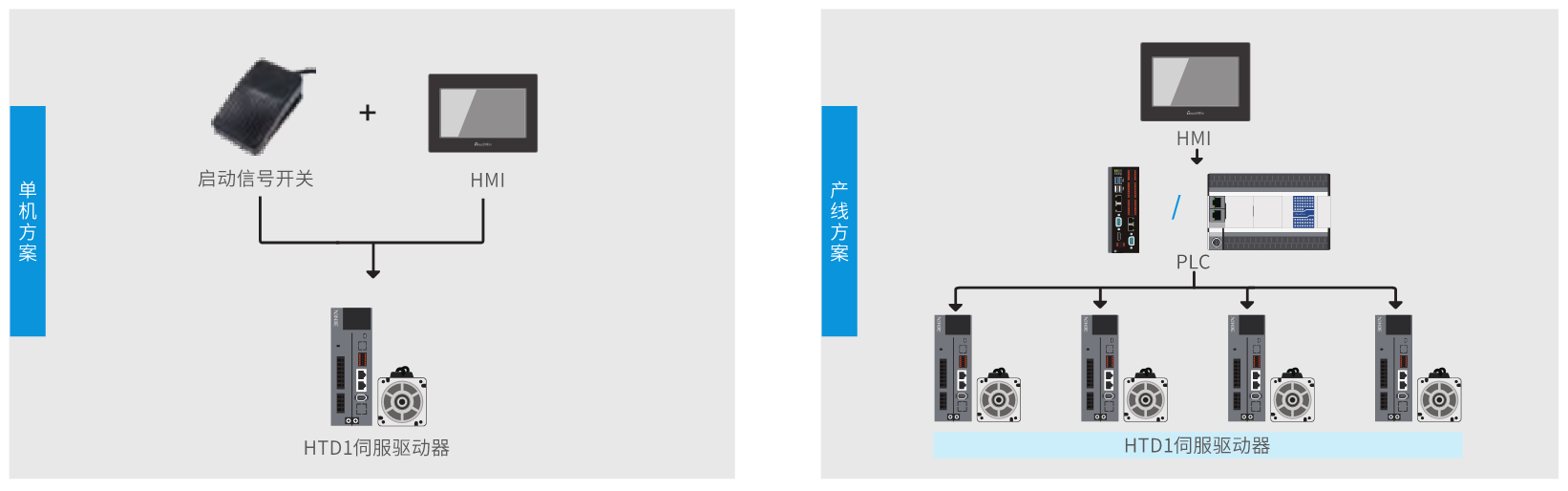
单机使用时
可搭配TG系列触摸屏便捷地进行功能选择、参数设置、数据监控、NG显示和动作触发等,可外接脚踏板等开关通过IO信号触发冲压动作。
配合产线使用时
可以通过RS485或RS232与上位机进行通讯来选择功能、设置参数、监控冲压数据、读取NG代码、触发动作等,也可连接上位机的IO接口来触发冲压动作。
方案优势
驱控一体设计
驱控一体的集成解决方案,内置端子冲压行业工艺,无需PLC控制及编程工作,接线简单,调试方便快捷。
偏心轮运动轨迹换算功能
仅需输入偏心轮机构可上下运行的最大行程,即可计算出机械运动轨迹,使得下压速度均匀,位置准确。
冲压距离探测功能
可按照设定的转矩探测出机械刀头实际可到达的最低位置,并根据输入的端子厚度参数自动计算出下压目标位置。
冲压未端转矩检测
可根据冲压到位时的转矩反馈来识别出未剥线、未放线、线芯大量缺失等不合格状况。
重复定位精度高
经过长时间多次重复运行,冲压到位的定位精度高、稳定性好。
多步压装功能
可通过脉冲/通讯触发单步任务执行、多步任务连续执行或多步任务分步执行。







 苏公网安备32021102003018号
苏公网安备32021102003018号