行业背景
自动化机床上下料的兴起,解决了人工手动对机床上下料的问题:机械中途无需休息,可以24小时连续加工;一个工人可以同时看管8-10台机器,节省了大量人工成本;不需要人手进入设备上下料,工人只需要整理料盘,避免了人身伤害。
目前主要应用在车床、磨床以及少量桁架机构非标机器上。
桁架机械手节奏快、效率高、基本满足大部分机床上下料的速度需求,能够实现“手等床”。
系统原理
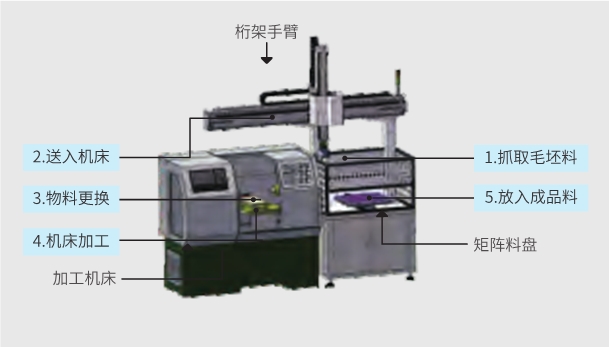
机械手首先到达安全位置,进行定点/码盘取毛坯料,在机床允许换料后,机械手携带毛坯料进入机床内部,取下成品并放入毛坯料,随后移出机床加工区域,机床启动开始加工,同时机械手带着成品进行定点/码盘放料。
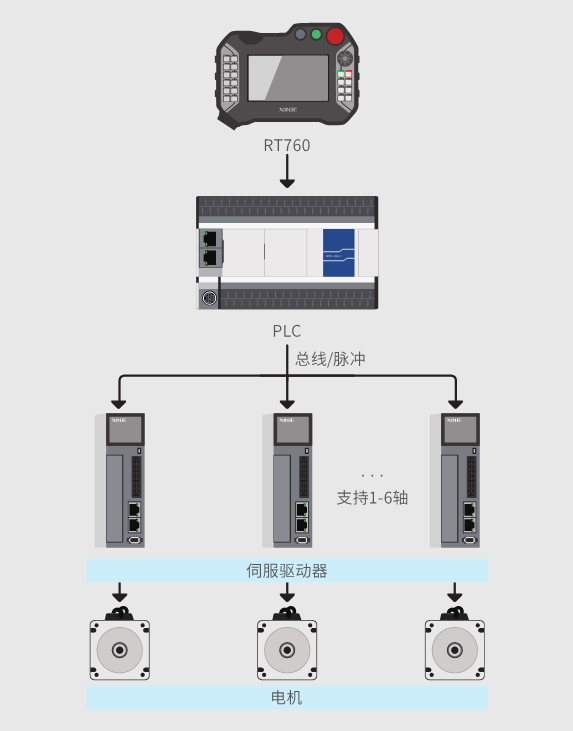
控制方案
桁架机床上下料系统分为总线控制方案和脉冲控制方案两种:
总线控制方案具有精度高、断电有位置记录、接线简单、抗干扰强等优点;
脉冲控制方案适配度高,可以适配市场其他主流伺服产品。
系统中采用图块化编程,编程窗口直接插入中文指令,图块化显示,程序流程尽收眼底,便于客户查错和修改;
采用三点示教法,矩阵运算,可以精准定位码盘上加工件的每一个位置;
采用任务内优化指令,开放可以并行运行的指令,最大支持四任务,任务间并行执行。
方案优势
开放性更高
IO定义:可根据需要配置IO定义,也可选择是否需要外扩模块。
程序编辑:示教器上即可更改流程程序,中文编程,理解方便效率高。
交互方式:针对示教器无法完成的编辑,可以在该PLC中添加梯形图,交互协作。
丰富的预制功能
程序调试丰富的预制功能和指令,直接编写或引用。
售后维护
简易的操作方式,利于终端的理解,减少维护的麻烦。
工艺移植
U盘直接导入导出,快速移植搞定多套设备。
安全性能
开发区域保护、硬限位保护、软限位保护避免自动手动撞机,解决机械手进入机床内后的误操作。
特殊工艺
开发客户用途较广的吹气和油泵功能,可以实现定时吹气、加油。
逻辑执行方式
开发以堆叠、信号、次数为条件的跳转方式。
码盘多样化
开放两组,每组十二个位的大容量堆叠设置方式。
IO配置
根据行业特性,集成常用IO名称,客户直接对名称配置IO,减少打字。









 苏公网安备32021102003018号
苏公网安备32021102003018号