设备简介
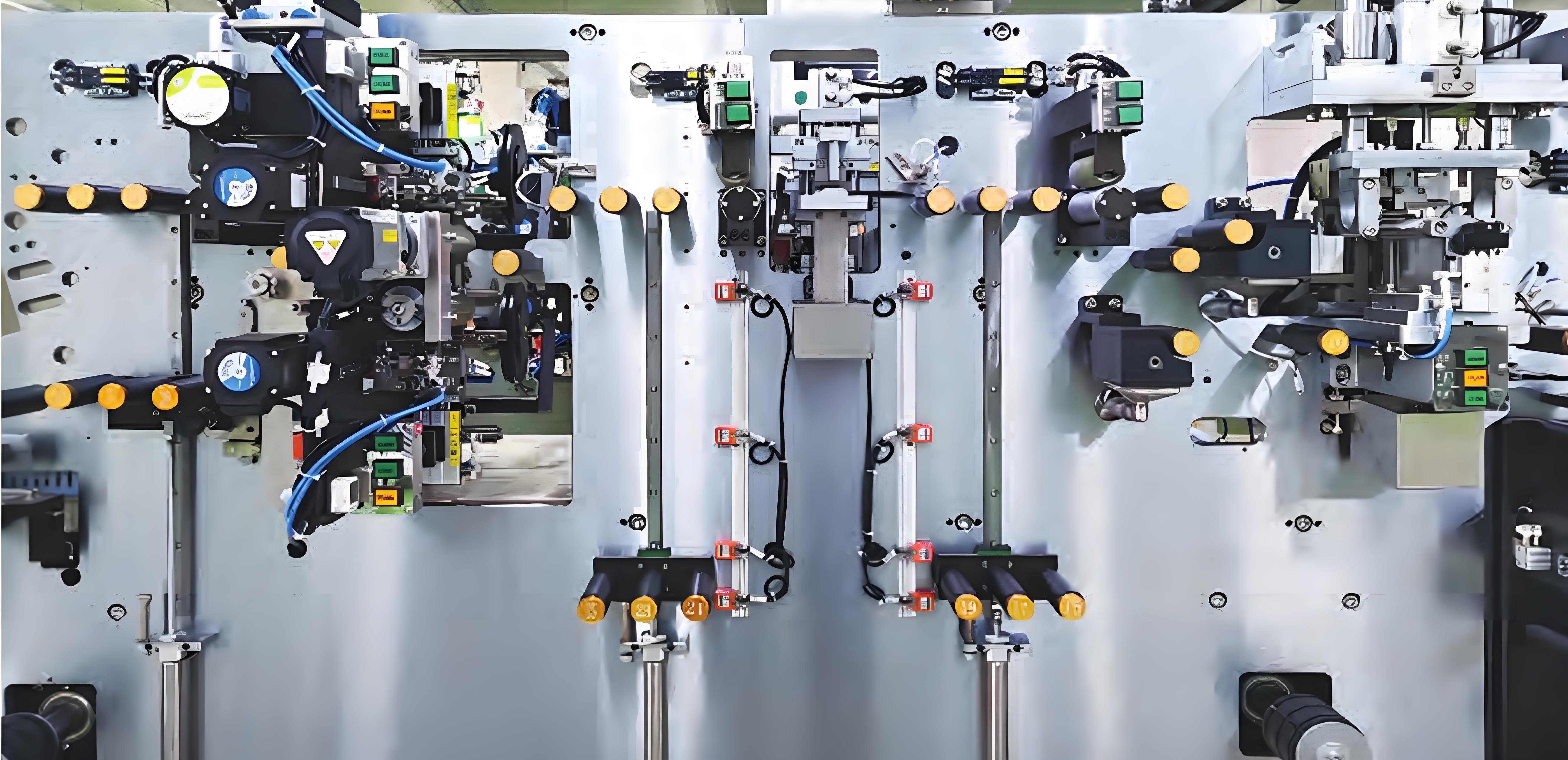
制片机的功能是在极片上焊接极耳,并在焊极耳的位置以及极片留白处贴绝缘胶带,为下一工序提供生产材料。机型主要有2道胶、4道胶、6道胶、8道胶以及双焊双极耳贴机型。另外,根据收料方式不同,又分为收卷、切片。

工艺原理
制片机主要分为3个工位:焊极耳、贴胶、收料。
此外,焊极耳与贴胶工位之间,还可能增加拍极耳功能(拍平极耳焊接后的毛刺)、圆弧切刀(把极耳外露端切为圆弧形)。
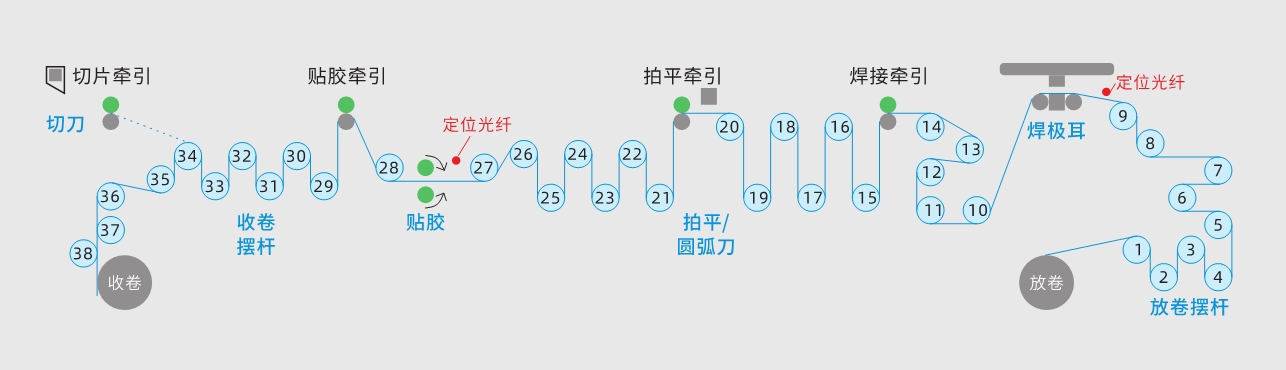
焊极耳
焊极耳工位由焊接牵引轴、放卷轴、放卷摆杆以及机器背面的送极耳部分组成。
焊接牵引把极片往前拉,放卷轴根据焊接牵引的速度、极片卷料的直径自行匹配速度,使放卷摆杆的上下浮动平稳地保持在一定的范围内。同时,送极耳部分也开始动作,将极耳送出。焊接牵引通过光纤来定位极片的焊接部位,最后把极耳焊接到极片上。
贴胶
贴胶工位由贴胶牵引轴、上下拉胶轴、上下滚胶轴组成。
上下滚胶轴通过定位光纤,把吸盘上的胶带采用飞剪的方式贴在极片上。
收料
收料分为收卷、切片两部分。
·收卷部分由贴胶牵引轴、收卷轴、收卷摆杆组成。收卷与放卷同理,不同点在于,焊接牵引在运行中会有启停,而贴胶牵引没有。
·切片部分由贴胶牵引轴、切片牵引轴以及它们之间的浮辊组成。其主要是为了满足半自动卷绕机的生产需要,而且可能会配备收料机来代替人工把极片收齐。
方案优势
放卷平稳性好
机器正常运行时,放卷摆杆不会被拉到上限或放到下限,不会出现甩卷现象。
放卷纠偏性能好
可保证焊接在极片上的极耳,其极耳折距的误差在0.3mm以内。
贴胶精度高
贴在极片正反面上的胶带不起皱,且左右错位在0.2mm以内,前后错位在0.3mm以内。
运行稳定
焊极耳与贴胶工位的速度自行匹配,保证效率稳定;启停过程,不漏焊、漏贴胶。
系统拓扑










 苏公网安备32021102003018号
苏公网安备32021102003018号